

Offshore Platform Safety: PMI Equipment for Duplex Stainless Verification in Marine Environments

Salt water is patient. It doesn't need to win today, or this year. Give it a gap in protection — a wrong alloy bolted into a splash zone, a 304 fitting where the spec called for 2205 duplex — and it will find that weakness eventually. On an offshore platform, "eventually" can mean a leak, a shutdown, or worse.
This is why positive material identification equipment has become standard issue for offshore inspectors across the Gulf of Mexico, Brazil's pre-salt fields, and Argentina's growing offshore developments. The question isn't whether to verify materials. It's how to do it reliably in conditions that would disable most lab-grade instruments within a week.
Why Offshore Environments Punish Material Mistakes Faster
Chloride-rich seawater accelerates corrosion in carbon steel and standard austenitic stainless (304, 316) far faster than it does in onshore industrial settings. Splash zones, ballast tanks, and subsea-adjacent piping see constant wet-dry cycling that drives pitting and stress corrosion cracking in alloys that aren't rated for it.
That's why duplex (2205) and super duplex (2507) stainless steels dominate critical offshore specifications. Their higher chromium and molybdenum content, combined with a dual-phase microstructure, gives them corrosion resistance and strength that standard austenitic grades can't match in chloride environments. A flange, valve body, or structural fitting specified as 2507 and delivered as 2205 — or worse, as 316 — isn't a paperwork problem. It's a corrosion failure waiting on a timeline measured in months, not decades.
The economics make this worse, not better, in supply chains under pressure. Mill certificates get separated from material. Fabricators run mixed lots. A subcontractor three tiers down substitutes a "close enough" grade to hit a delivery date. None of this shows up until something fails — usually in service, usually expensively.

What PMI Equipment Needs to Survive Offshore
A laboratory XRF unit, however accurate, has no place on a platform deck. Offshore inspection work imposes conditions that rule out most standard equipment:
Constant motion. Platforms and FPSOs move — wave action, vibration from rotating equipment, helicopter operations nearby. PMI equipment used here needs to deliver consistent readings without requiring the analyzer to sit perfectly still, and needs a housing that survives being set down on wet steel decking repeatedly.
Humidity and salt exposure. Salt spray is corrosive to electronics, not just structural steel. Equipment housings need adequate sealing — IP-rated construction is the baseline expectation, not an upgrade.
Explosive atmosphere classification. Process areas on oil and gas platforms are classified hazardous locations under API RP 500 and similar standards. Equipment brought into these zones — including handheld analyzers — typically needs to meet intrinsically safe or explosion-proof certification requirements (ATEX in EU-regulated waters, equivalent classifications elsewhere) before it's allowed past the safety barrier. This isn't a detail to check after purchase. It needs to be confirmed before the equipment is specified for offshore use.
Speed under time pressure. Platform shutdowns cost money by the hour. Inspectors working a turnaround need PMI results in seconds per check, not minutes — particularly when verifying dozens or hundreds of fittings during a single outage window.
Distinguishing 2205 from 2507: Why Accuracy Matters Here
The practical challenge with duplex grade verification isn't detecting that a material is stainless steel. Any handheld analyzer can do that. The challenge is distinguishing between grades that share most of their composition.
2205 duplex typically runs around 22% chromium with roughly 3% molybdenum. 2507 super duplex pushes chromium toward 25% and molybdenum closer to 4%. Those differences matter enormously for service life in a chloride environment, but they're close enough numerically that a low-resolution detector can blur the distinction.
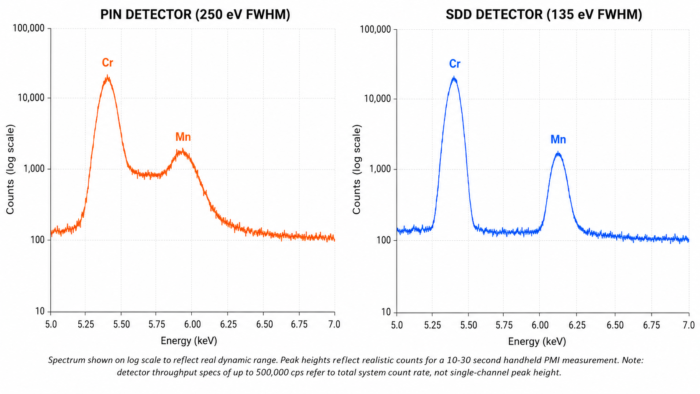
This is where detector technology becomes a real specification issue, not a marketing point. Resolving the difference reliably depends on clean peak separation elsewhere in the spectrum. Chromium and manganese — both present in essentially every stainless alloy — have characteristic lines sitting close together, at 5.41 keV and 5.90 keV. On lower-resolution PIN detectors (240–250 eV resolution), these two peaks blur into one broad hump. That blurring distorts the background calculation the analyzer's software relies on to quantify every other element in the spectrum, molybdenum included.
Silicon drift detectors (SDD), with resolution in the 130–140 eV range, separate the chromium and manganese peaks cleanly. That cleaner spectrum is what makes the molybdenum reading — the number that actually distinguishes 2205 from 2507 — reliable rather than approximate.
For offshore PMI programs where the cost of misidentifying 2205 as 2507 (or the reverse) carries real safety and budget consequences, premium handheld analyzers with SDD detectors and full chemistry analysis modes are the standard choice, even though they sit at the higher end of the pricing range — typically $35,000–$50,000. Set against the cost of a single corrosion failure in a subsea-adjacent system, the math isn't close.
Where PMI Checks Happen on a Platform
Incoming material verification at the laydown yard. Before fittings, flanges, and valve bodies go onboard, PMI screening against the purchase order catches substitutions before they reach the platform. This is the cheapest point in the chain to catch an error — once material is welded into a pressure system, the cost of correction multiplies.
Pre-installation spot checks. Even with mill certs in hand, many operators run independent verification immediately before installation, particularly for critical service lines and structural connections in splash zones. This closes the gap between "the paperwork says X" and "the part in my hand is X."
Turnaround and shutdown inspections. Scheduled outages are when operators get physical access to systems that are otherwise in continuous service. PMI sweeps during these windows verify that prior repairs, replacement parts, and modifications used the specified alloys — catching deviations introduced months or years earlier.
Weld and heat-affected zone verification. Filler metal selection for duplex welding has to match the base metal chemistry closely to preserve corrosion performance. PMI checks on completed welds confirm the filler metal used matches the WPS, not just that "stainless was used somewhere."
Post-incident investigation. When a failure does occur, PMI analysis on the failed component — and on adjacent, still-installed material — establishes whether material substitution contributed to the failure and whether other installed components carry the same risk.
Regional Realities: Gulf of Mexico, Brazil, Argentina
The US Gulf of Mexico operates under one of the most mature regulatory and inspection frameworks globally, with API standards governing material specification and verification across the platform lifecycle. Operators here generally have established PMI programs; the ongoing challenge is consistency across third-party contractors and fabrication yards, where material substitution risk concentrates.
Brazil's pre-salt fields present a different scale problem. The water depths and distances from shore involved in pre-salt development mean that catching a material error before installation matters enormously — remediation after the fact, on infrastructure operating in 2,000+ meters of water, is a different order of cost and complexity than a shallow-water fix. FPSO fabrication yards serving this market have increasingly built PMI verification into incoming inspection as standard practice, not an optional check.
Argentina's offshore sector, still earlier in its development curve, is establishing the supply chains and inspection practices that more mature basins built over decades. Operators entering this market have an opportunity to build PMI verification into specifications and contractor requirements from the outset, rather than retrofitting quality programs after problems surface.

Building a PMI Program That Actually Holds Up Offshore
A few practical points separate PMI programs that catch real problems from ones that exist mainly on paper:
Test at the boundary, not just at receiving. Material that passes incoming inspection can still get substituted, swapped, or mixed up during fabrication and installation. Spot checks at multiple points in the process catch errors that single-point inspection misses.
Document every reading. Modern handheld analyzers export results automatically to CSV, XML, or PDF, timestamped and tied to a sample ID. That documentation matters for audit trails, for warranty claims, and for defending material decisions if a dispute arises later.
Train for the specific grade distinctions that matter. A general PMI competency isn't the same as confidence distinguishing 2205 from 2507 specifically. Inspectors working duplex-heavy specifications benefit from training calibrated to the actual grade families they'll encounter, not generic alloy ID practice.
Match equipment to the actual risk profile. Not every check needs premium SDD-detector equipment. Quick grade screening on non-critical fittings can run on mid-range analyzers. The higher-resolution, higher-cost equipment earns its place specifically where grade distinctions are tight and consequences are severe.
FAQ
-
Can portable XRF distinguish 2205 from 2507 duplex stainless reliably?
Yes, with appropriate equipment. The molybdenum content is what separates these grades, but getting an accurate molybdenum reading depends on clean peak separation throughout the spectrum. Analyzers with SDD detectors resolve the nearby chromium and manganese lines cleanly, which keeps the background calculation — and the molybdenum result — accurate. Basic PIN-detector units, with lower energy resolution, can blur that part of the spectrum and produce a less reliable result. -
Does PMI equipment used offshore need special safety certification?
In hazardous, classified areas of an offshore platform, yes — equipment typically needs to meet intrinsically safe or explosion-proof certification appropriate to the jurisdiction (ATEX, IECEx, or equivalent). Confirm certification status before specifying any analyzer for use in process areas. -
How long does a duplex stainless PMI check take?
Grade identification typically takes 2–5 seconds. Full quantitative chemistry analysis, needed to confirm precise molybdenum and chromium percentages for critical applications, takes roughly 5–15 seconds depending on the analyzer and required precision. -
What elements matter most for verifying duplex and super duplex grades?
Chromium, molybdenum, and nickel are the primary differentiators. Nitrogen content also affects duplex grade classification but falls outside standard XRF detection range — for nitrogen-sensitive specifications, XRF should be paired with certified mill documentation rather than relied on alone. -
Can humidity and salt air damage a handheld XRF analyzer?
Properly rated equipment with adequate IP-rated sealing is designed to withstand humid, salt-laden marine environments. Confirm the specific ingress protection rating of any analyzer being considered for sustained offshore use, and follow manufacturer maintenance guidance for equipment exposed to salt air. -
Is PMI testing required by API standards for offshore construction?
API standards reference material verification requirements throughout offshore construction and inspection codes, though specific PMI requirements vary by application, jurisdiction, and operator specification. Consult the applicable API standard and your project's material specification for exact requirements.
Offshore platforms don't forgive material mistakes the way onshore plants sometimes can. The combination of chloride exposure, access difficulty, and consequence severity means that verification has to happen before the wrong part gets installed — not after. Positive material identification equipment built for the actual conditions offshore inspectors work in, with the resolution to make the grade calls that matter, is what makes that verification possible in practice rather than just on paper.
If you're building or auditing a PMI program for offshore operations, Elvatech can help you match analyzer specifications — detector type, certification, durability — to your platform's actual risk profile. Contact our team for a technical consultation.


